
در خطوط تولید مدرن، کنترل دقیق سرعت موتور (پمپ، فن، نوار نقاله، اکسترودر) بدون اینورتر (VFD) و PLC تقریباً غیرممکن است. ترکیب این دو دستگاه، انعطافپذیری، صرفهجویی انرژی و اتوماسیون کامل را فراهم میکند.
در این مقاله کاملاً عملی و گامبهگام، از صفر تا صد اتصال اینورتر به PLC را پوشش میدهیم:
- سیمکشی ایمن
- تنظیمات پارامترها
- کنترل آنالوگ و دیجیتال
- عیبیابی رایج
اگر مهندس اتوماسیون، تکنسین برق صنعتی یا طراح تابلو هستید، این راهنما دفترچه راهنمای شخصی شما خواهد بود.
اینورتر (VFD) چیست و چرا به PLC وصل میشود؟
اینورتر (Variable Frequency Drive) فرکانس و ولتاژ ورودی به موتور را تغییر میدهد → سرعت موتور = (120 × f) / P
PLC مغز متفکر سیستم است که:
- دستور استارت/استپ میدهد
- سرعت مطلوب را تنظیم میکند
- فیدبک (جریان، دما، فشار) را پردازش میکند
مزیت اتصال: کنترل PID، رمپ شتاب/کاهش سرعت، حفاظت هوشمند و مانیتورینگ آنلاین
انواع روشهای کنترل اینورتر توسط PLC
| روش | سیگنال | مزایا | معایب |
|---|---|---|---|
| آنالوگ (4-20 mA / 0-10 V) | پیوسته | دقت بالا، کنترل نرم | نیاز به شیلد، حساس به نویز |
| دیجیتال (رله) | ON/OFF | ساده، ارزان | فقط استارت/استپ |
| ارتباطات (Modbus, Profibus, Ethernet/IP) | دیجیتال | چند اینورتر، تنظیم پارامتر | پیچیدهتر |
گام ۱: انتخاب سختافزار مناسب
| تجهیزات | توصیه |
|---|---|
| PLC | Siemens S7-1200, Allen-Bradley CompactLogix, Delta DVP |
| اینورتر | ABB ACS580, Siemens G120, Danfoss VLT, Delta MS300 |
| کابل | شیلددار (برای آنالوگ)، CAT6 (برای شبکه) |
| منبع تغذیه 24V DC | جدا برای کنترل اینورتر |
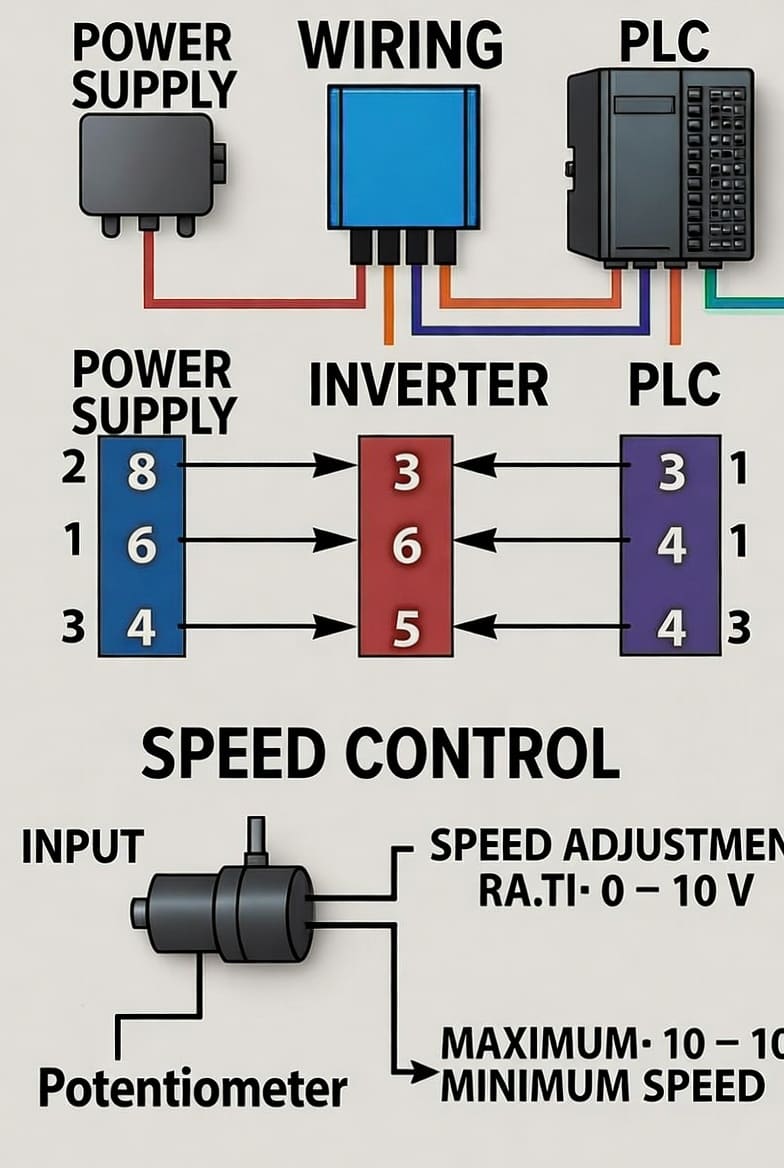
گام ۲: سیمکشی ایمن (دیاگرام کامل)
الف) کنترل دیجیتال (رله)
text
PLC Digital Output (DO)
┌──────┐
│ Q0.0 ├──────┐
└──────┘ │
│
┌─────────────▼─────────────┐
│ اینورتر - ترمینال DI1 │ → Forward Run
└──────────────────────────┘
┌──────┐
│ Q0.1 ├──────┐
└──────┘ │
│
┌─────────────▼─────────────┐
│ اینورتر - ترمینال DI2 │ → Reverse Run
└──────────────────────────┘ب) کنترل آنالوگ (4-20 mA)
text
PLC Analog Output (AO)
┌──────┐
│ AO0+ ├──────┐
└──────┘ │
│
┌─────────────▼─────────────┐
│ اینورتر - AI1+ (4-20 mA) │ → تنظیم فرکانس
└──────────────────────────┘
│
┌─────────────▼─────────────┐
│ اینورتر - AI1- (COM) │
└──────────────────────────┘
│
└───── شیلد به زمین (یک طرف)ج) فیدبک وضعیت (از اینورتر به PLC)
text
اینورتر DO (Fault)
┌──────────────────────┐
│ Relay Output (NO) ├──────┐
└──────────────────────┘ │
│
┌───────────────────────────▼───┐
│ PLC Digital Input (DI0) │ → خطا
└───────────────────────────────┘گام ۳: تنظیمات اینورتر (پارامترهای ضروری)
| پارامتر | مقدار پیشنهادی | توضیح |
|---|---|---|
| P001 | External Control | کنترل از ترمینال |
| P100 | 4-20 mA | منبع فرکانس |
| P101 | AI1 | ورودی آنالوگ |
| P108 | 50 Hz | فرکانس نامی |
| P109 | 4 mA = 0 Hz | حداقل |
| P110 | 20 mA = 50 Hz | حداکثر |
| P200 | DI1 = Forward | استارت جلو |
| P201 | DI2 = Reverse | استارت عقب |
| P300 | Fault Relay | خروجی خطا |
نکته: همیشه Factory Reset کنید سپس تنظیمات را اعمال کنید.
گام ۴: برنامهنویسی PLC (نمونه کد)
مثال: Siemens TIA Portal (LAD)
ladder
I0.0 : Start Button
I0.1 : Stop Button
AI0 : Speed Setpoint (0-27648 = 0-100%)
Q0.0 : Forward Run
Q0.1 : Reverse Run
AO0 : Analog Speed (4-20 mA)
--| I0.0 |----| I0.1 |!|----( Q0.0 )--
--| I0.1 |----!|----( Q0.0 )--
MOVE
IN := REAL#AI0 * 0.003125
OUT := REAL#Speed
SCALE
IN := Speed
OUT := AO0
MIN := 0
MAX := 27648
گام ۵: کنترل PID سرعت (حلقه بسته)
اگر فیدبک انکودر یا تاکوژنراتور دارید:
text
PLC PID Block
Setpoint → سرعت مطلوب (از HMI)
Process Value → فیدبک سرعت (از اینورتر AO یا انکودر)
Output → AO به اینورترپارامتر PID پیشنهادی: Kp=1.0, Ki=0.1, Kd=0.0 (تنظیم بر اساس تست)
عیبیابی رایج (Troubleshooting)
| مشکل | علت احتمالی | راهحل |
|---|---|---|
| اینورتر استارت نمیشود | DI1 وصل نیست، COM مشترک نیست | چک کنید COM اینورتر و PLC مشترک باشد |
| سرعت تغییر نمیکند | AI1 در حالت Local، شیلد قطع | P100=External، شیلد یکطرفه به زمین |
| خطای Overcurrent | رمپ خیلی سریع | P112 (Accel Time) = 10 ثانیه |
| نویز در سیگنال آنالوگ | کابل شیلددار نیست | استفاده از کابل Twisted Pair + شیلد |
| ارتباط Modbus قطع | آدرس یا باودریت اشتباه | P918=1 (Slave), P921=9600 |
چکلیست راهاندازی نهایی
| مرحله | وضعیت |
|---|---|
| سیمکشی طبق دیاگرام | ✅ |
| زمین شیلد یکطرفه | ✅ |
| COM مشترک بین PLC و اینورتر | ✅ |
| تنظیمات اینورتر ذخیره شده | ✅ |
| برنامه PLC دانلود شده | ✅ |
| تست دستی (JOG) موفق | ✅ |
| تست PID با بار واقعی | ✅ |
نکات ایمنی حیاتی
⚠️ هشدار:
- قبل از سیمکشی، برق اصلی قطع و LOTO اعمال شود
- از ولتاژ 24V DC برای کنترل استفاده کنید (نه 220V)
- زمین شیلد فقط یک طرف (ترجیحاً در PLC)
- از فیوز و رله حفاظتی در مسیر موتور استفاده کنید
نتیجهگیری: کنترل سرعت = کنترل فرآیند
اتصال اینورتر به PLC فقط یک سیمکشی نیست — یک سیستم هوشمند کنترل است که:
- 30-50% صرفهجویی انرژی
- افزایش عمر موتور
- کاهش توقفات غیربرنامهریزی
پیشنهاد عملی: یک دفترچه پارامترهای اینورتر داشته باشید و هر بار تنظیمات را بکاپ بگیرید (با نرمافزار Drive Composer یا VFD Software).
اگر در حال راهاندازی خط جدیدی هستید و دیاگرام یا کد خاصی نیاز دارید، در کامنتها بنویسید — فایل TIA یا Studio 5000 آماده براتون میفرستم! ⚙️